
DON’T LET AN INK DROUGHT DRY UP YOUR BUSINESS With the arrival of 2017 the world seems to be in turmoil. Economic uncertainty. Wars. Environmental change. Droughts. There is always something that can affect your life. Don’t let an “Ink Drought” affect your business. Image Armor is the answer to any ink […]
white ink
26 posts

Over the past several months we have been testing the Image Armor ULTRA with Brother’s white OEM ink. We wanted to present our findings with the industry. In the past, we really did not effectively endorse using our Image Armor ULTRA dark shirt pretreatment with Brother OEM inks. However, in our […]

New B-SERIES Inks On The Way The Brother GT3 Ink sets are just around the corner. We are doing final field trials and wanted to show some stuff we were printing to give rise to your imagination. The new B-Series Image Armor inks are performing incredibly well in the Brother […]
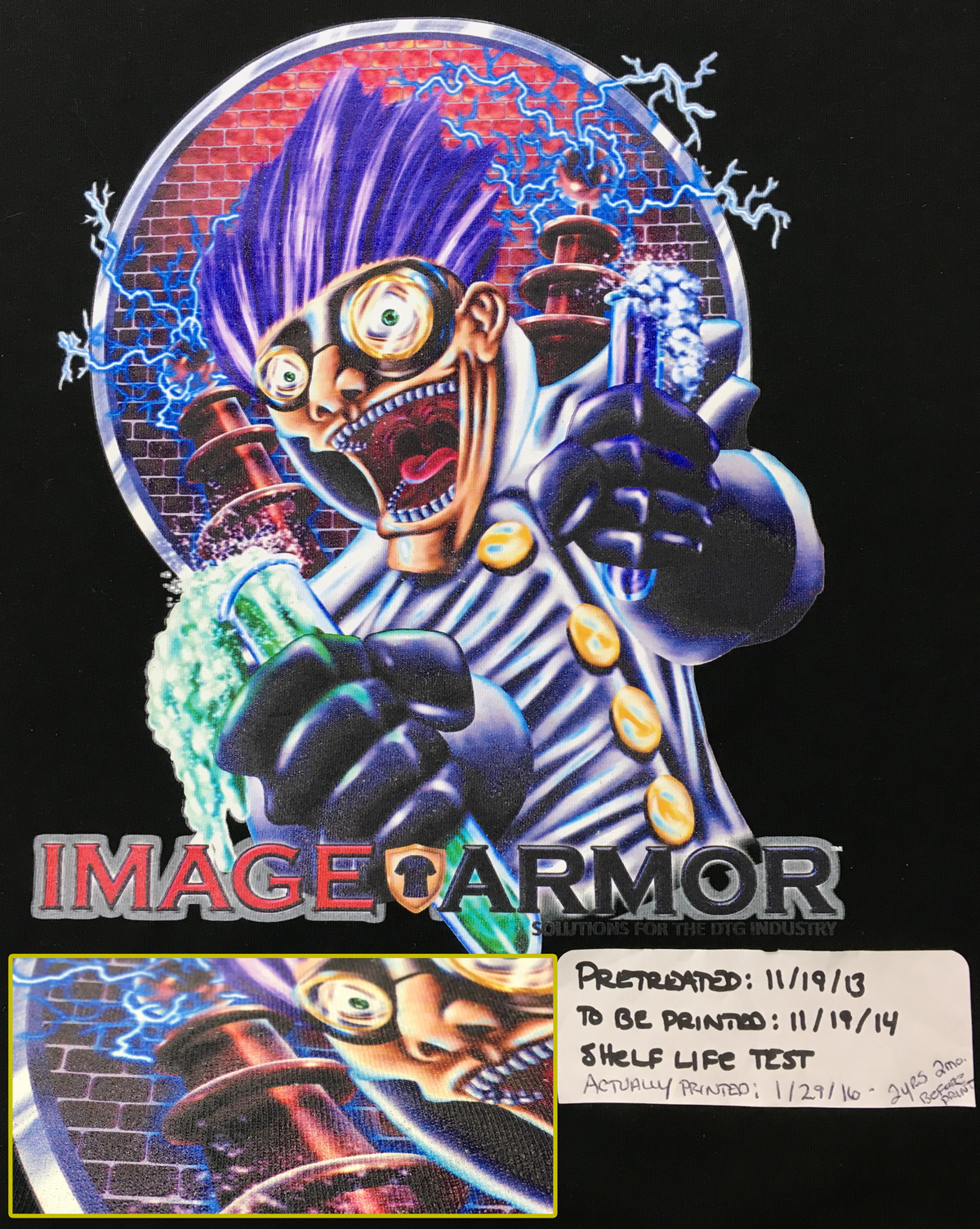
NOTE: This is a re-post of an article we posted in January of 2016. We get a lot of inquires about this, so we thought it prudent to repost this article for everyone’s knowledge base. We often get asked how long can I pretreat a shirt and then leave it […]
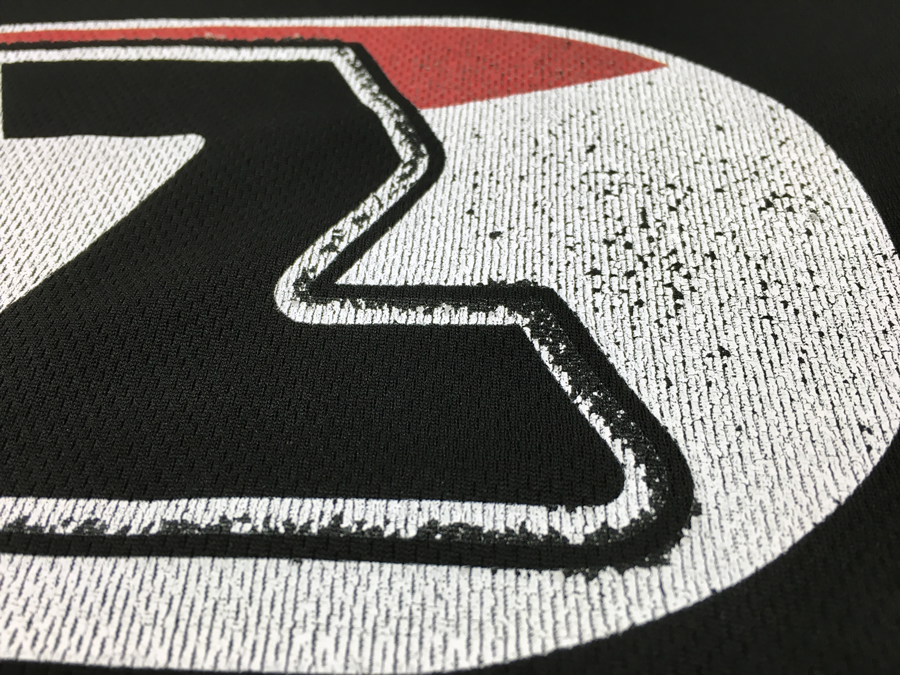
We wanted to show everyone how important it is to ensure that your DTG ink is properly cured. Figure 1 shows two different shirts with the same image printed. The garment is a 100% black polyester fabric with the Image Armor E-SERIES inks. This picture is after just one wash and […]

The American Revolution began in 1765 as the result of the King of England imposing taxes upon them without any representation. Through a very tumultuous time from 1765-1783, the American people fought for their freedom to be the Captains of their own destiny. They shook off the chains that held them down […]

For any users who use are looking to switch to the Image Armor E-SERIES DTG inks and are utilizing a WIMs (White Ink Management) system to recirculate their white inks, or a printer that utilizes a standard filter like the one seen to the left (usually they are inline somewhere […]

Updated 3:10 p, 9/3/15 2:08p 9/8/15 Image Armor, LLC is proud to announce that in an industry first for Epson re-purposed printers we have achieved white ink printing with superior wash fastness on black 100% polyester fabrics. Previously there were serious dye migration and wash issues associated with trying to print white […]

SHAKE IT UP BABY The Beatles said it best in their song “Twist and Shout” that you should “Shake It Up Baby”. This applies not just to keep your body in shape (and have a good time) but to all White DTG inks on the market. White inks are formulated […]

Image Armor Has Done it Again 100% Polyester Printing with Regular Dupont Inks Doing the IMPOSSIBLE is what we’ve always strived to bring to our customers. Products that improve the DTG printing experience is what drives us to constantly improve the direct to garment printing process. Up until today, polyester […]