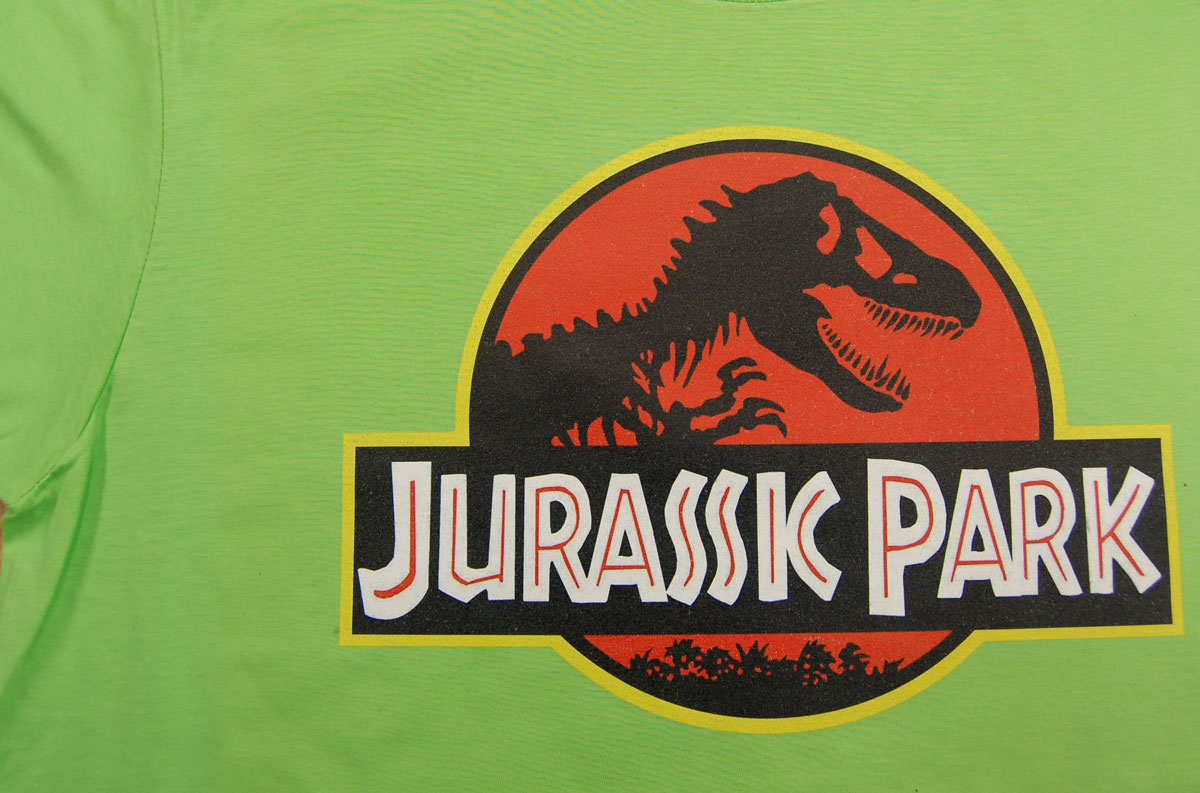
We wanted to show everyone how important it is to ensure that your DTG ink is properly cured. Figure 1 shows two different shirts with the same image printed. The garment is a 100% black polyester fabric with the Image Armor E-SERIES inks. This picture is after just one wash and dry cycle.
In this case we were testing hover curing and wanted to show exactly what happens with a properly cured in film and one that was only partially cured. The left shirt was hover cured much longer than the shirt on the right. As you can see, the partially cured ink caused ink failure after just the first wash. Uncured ink will not wash well. It will start to flake off and the image will degrade very quickly with subsequent washes.
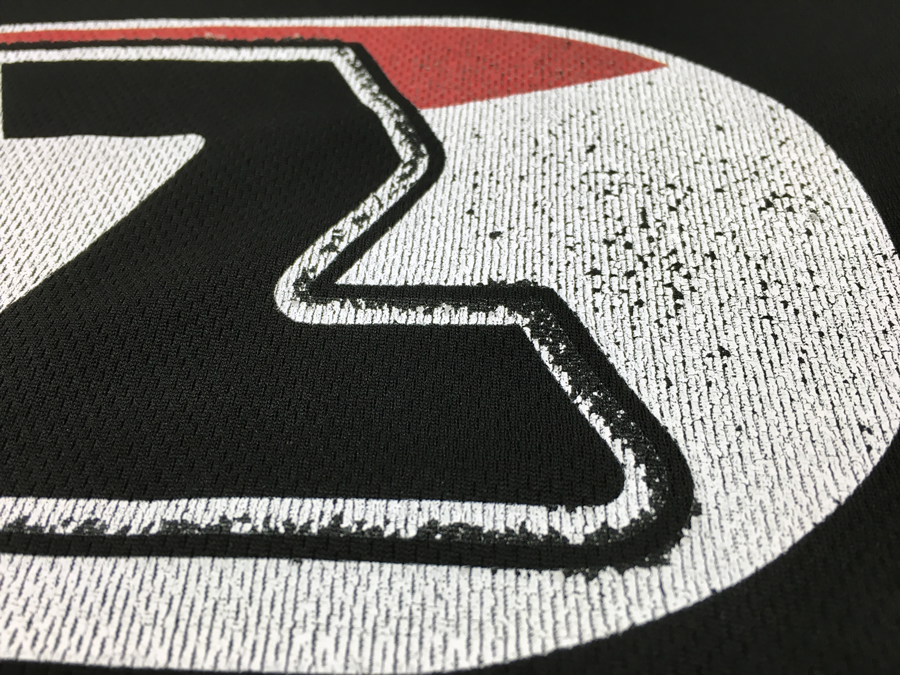
Figure 2 is a closeup of the under cured ink. Under cured ink does not have the wash characteristics of durability that properly cured ink produces.Typically with Image Armor inks you need to cure at 356F for 35 seconds on cotton and blended shirts. On polyester fabrics that time and temperature can possibly cause dye migration and a discoloration of the white ink from the dyes in the fabric. The ink can be cured at slightly lower temperatures, however the time under heat usually will increase with the amount of ink applied – it is a balance of getting the entire ink film to temperature (above 315F, removing the moisture – a balance of time and temperature – and to a point, pressure if a heat press is used).
The point of this article is to show you the tell tale signs of uncured or under cured ink. It is of the highest importance that you need to ensure that all moisture from the ink film is removed and the entire ink film reaches cure temperature. Make sure, especially if you are trying to print 100% black polyester fabrics, that you do your testing prior to running any production runs. Proper testing, printing, and washing on fabrics like black polyester will help bring your shop to the front edge of what is possible with DTG white ink printing.