
We often hear at every trade show people asking why they would want to pretreat a garment that only has CMYK printed on the garment. Most of the time the comment is that they’ve been told they do not need to pretreat a white shirt. While this statement is true, […]
pretreatment
56 posts

The Long Beach ISS is done and gone and we are now looking forward to the March 17th-19th Atlantic City Imprinted Sportswear Show. Make sure to stop by our booth #613 to see how the new Image Armor E-SERIES inks can change your DTG printing business. Also witness the results that […]

On the Second Business Day of Christmas Image Armor Gave to…….. John from Cleveland, Ohio. Today’s Selectee was John from Cleveland, Ohio. John, though shy and didn’t want to have his information posted, will be receiving a complete Image Armor Ink and Pretreatment change over kit containing a Liter of each our E-Series […]

It’s December 9th and the 1st Business Day of Christmas in our Christmas Give-Away! Today’s Selectee was Kenan Canales of Excelsior! Digital Apparel in N. Kansas City Missouri. Kenan will be receiving a complete Image Armor Ink and Pretreatment change over kit containing a Liter of each our E-Series DTG inks […]

It’s fun for us to do the trade shows circuit with the Image Armor products. We often get DTG printers who stop by our booth and have never tried any of the Image Armor pretreatments. When they see what our pretreatments are capable of letting them achieve, they start to get excited. […]

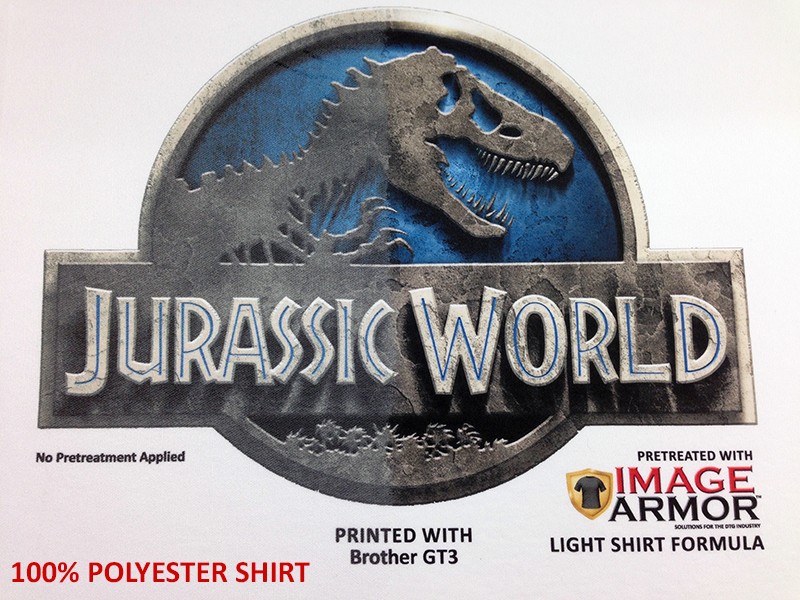
WHAT WE FOUND During our routine printing and testing procedures we came across something that we though should be shared with our customers in regards to shirts, pretreatment and inks. We were printing some white 100% polyester fabric shirts that were pretreated with 16g of the Image Armor LIGHT Shirt Formula. […]

Adam from Surf Signs and Designs in Myrtle Beach, SC stopped by our booth at the 2015 Atlanta SGIA to talk to us about what he likes about using the Image Armor LIGHT Shirt Formula with the Brother GT3 garment printer and polyester fabrics.
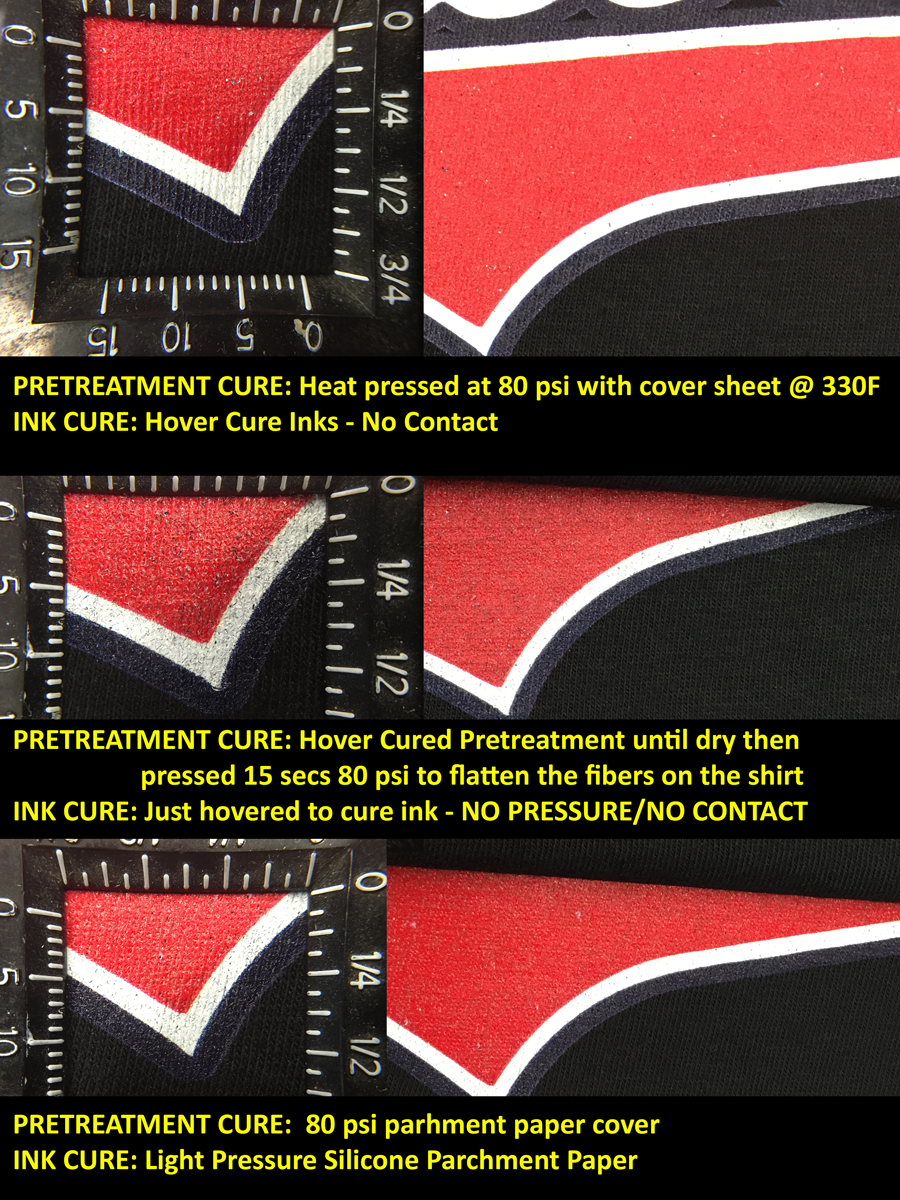
To help people understand some of the variables with different pretreatment and ink curing options, we wanted to do a side-by-side comparison to show what happens with the Image Armor E-SERIES™ DTG Inks and pretreatments. All the printing parameters and pretreatment application settings were the same for each print. The only difference was how […]
100% Polyester & Pretreating REALLY Does Make A Difference Maker sure to stop by our booth at the Long Beach Printwear Show July 23-25th, 2015. Image Armor will be in Booth #932 on the end aisle and you can check out this incredible print in person. We printed this on a […]
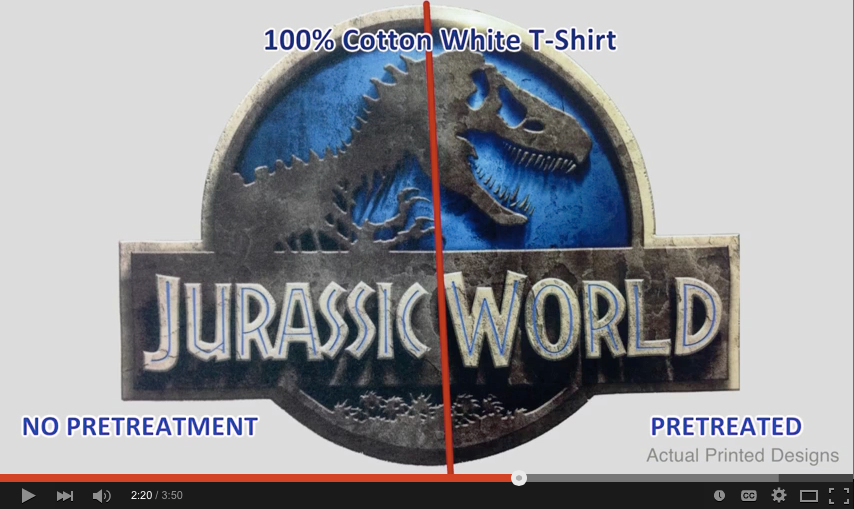
We take a short look into why we believe that every shirt should be pretreated and have printed examples to show exactly why that backs this notion. Utilizing the Image Armor LIGHT Shirt Formula we can make every DTG printed shirt look better, crisper, and improve washability.