
An update on our Epson OEM inks and Image Armor ULTRA pretreatment print on a Black 100% Polyester Sport-Tek ST340 shirt: 10 washes in and still absolutely no degradation in the image. It looks incredible with the white ink still extremely white and the reds still popping. Again, this was […]
ink
10 posts

If you live in a part of the Unite States where it gets cold and snows, a warm and comfy home is a nice place to be. You need to take that same stance with your DTG printer but keeping it warm is just one part of the successful equation. When the […]

On the Second Business Day of Christmas Image Armor Gave to…….. John from Cleveland, Ohio. Today’s Selectee was John from Cleveland, Ohio. John, though shy and didn’t want to have his information posted, will be receiving a complete Image Armor Ink and Pretreatment change over kit containing a Liter of each our E-Series […]

It’s December 9th and the 1st Business Day of Christmas in our Christmas Give-Away! Today’s Selectee was Kenan Canales of Excelsior! Digital Apparel in N. Kansas City Missouri. Kenan will be receiving a complete Image Armor Ink and Pretreatment change over kit containing a Liter of each our E-Series DTG inks […]
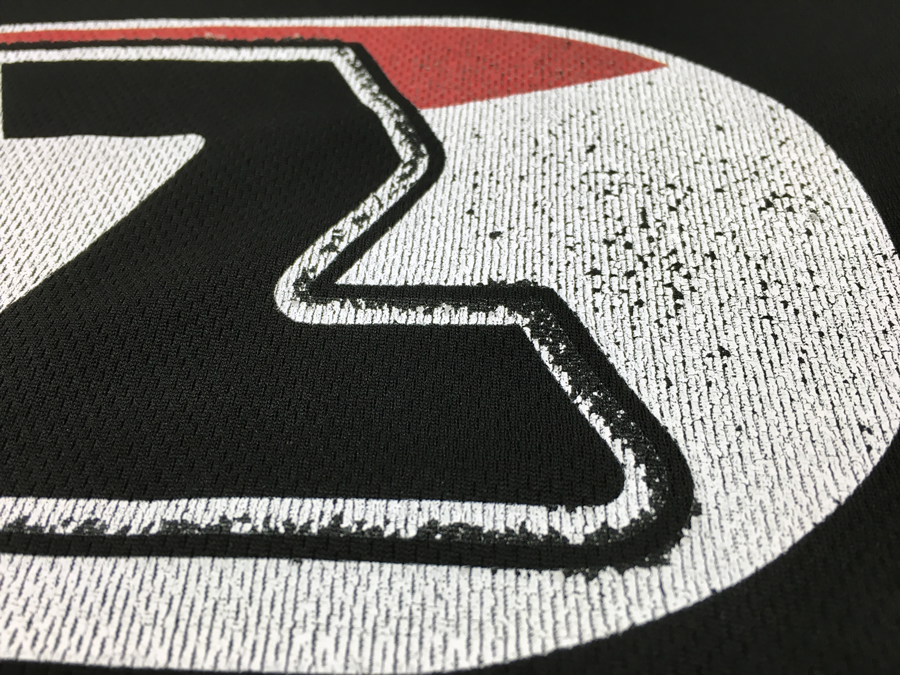
We wanted to show everyone how important it is to ensure that your DTG ink is properly cured. Figure 1 shows two different shirts with the same image printed. The garment is a 100% black polyester fabric with the Image Armor E-SERIES inks. This picture is after just one wash and […]

Many DTG printers today are utilizing what can easily be called the DTG IV Bag Ink System. That is because if you have ever been to a hospital and been hooked up to one, you know it looks exactly like an intravenous drip system used to administer drugs into a […]
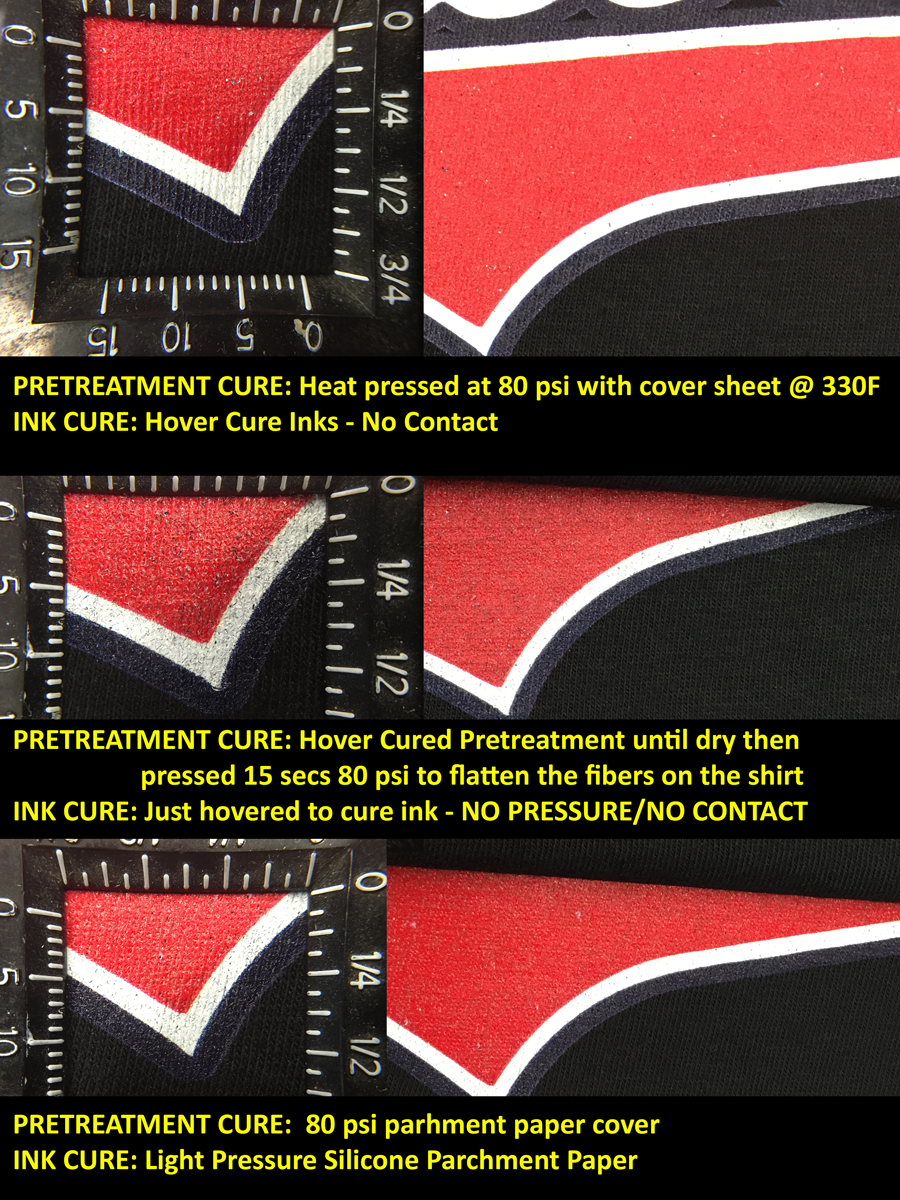
To help people understand some of the variables with different pretreatment and ink curing options, we wanted to do a side-by-side comparison to show what happens with the Image Armor E-SERIES™ DTG Inks and pretreatments. All the printing parameters and pretreatment application settings were the same for each print. The only difference was how […]

SHAKE IT UP BABY The Beatles said it best in their song “Twist and Shout” that you should “Shake It Up Baby”. This applies not just to keep your body in shape (and have a good time) but to all White DTG inks on the market. White inks are formulated […]
It is a common misperception that more time and higher temperatures will help cure an ink “better”. This mis-information can and will cause you issues in direct to garment printing if you are not careful. The new Image Armor E-SERIES™ inks have a 35 second white ink cure time. This is […]
The Holy Grail In the world of DTG white ink printing, 100% dark polyesters seem to be the Holy Grail. If only we could….In reality, polyester printing is a lot different than printing 100% cotton shirts. Most of the inks on the market today are designed to work with organic, […]