
When you are changing from one ink set to another you want this process to go as smoothly as possible. You don’t need any issues or complications but often in the race to save a few dollars you might end up costing yourself hundreds of dollars in repairs. The process of cleaning […]
Education
51 posts

SHAKE IT UP BABY The Beatles said it best in their song “Twist and Shout” that you should “Shake It Up Baby”. This applies not just to keep your body in shape (and have a good time) but to all White DTG inks on the market. White inks are formulated […]

Image Armor Has Done it Again 100% Polyester Printing with Regular Dupont Inks Doing the IMPOSSIBLE is what we’ve always strived to bring to our customers. Products that improve the DTG printing experience is what drives us to constantly improve the direct to garment printing process. Up until today, polyester […]
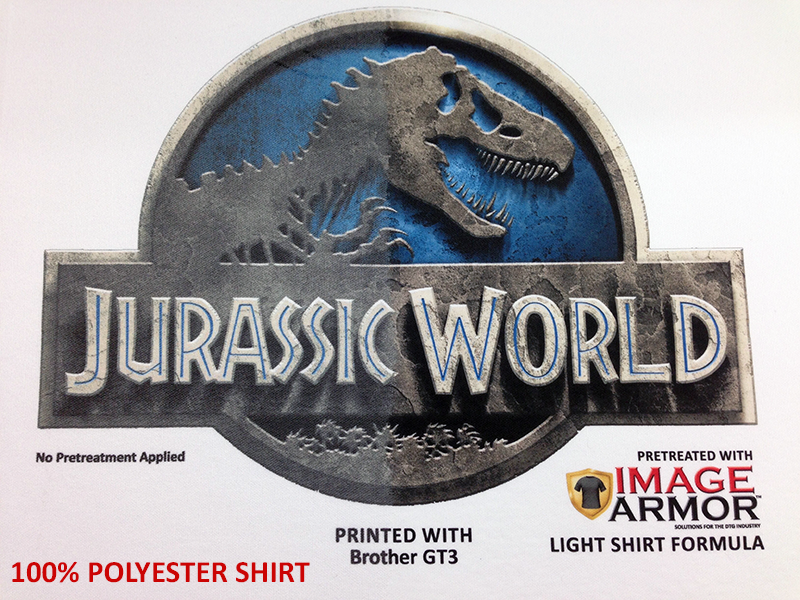
100% POLYESTER PRINTING WITH IMAGE ARMOR Maker sure to stop by our booth at the Long Beach Printwear Show July 23-25th. Image Armor will be in Booth #932 on the end aisle and you can check out this incredible print in person. We printed this on a 100% white polyester […]
It is a common misperception that more time and higher temperatures will help cure an ink “better”. This mis-information can and will cause you issues in direct to garment printing if you are not careful. The new Image Armor E-SERIES™ inks have a 35 second white ink cure time. This is […]
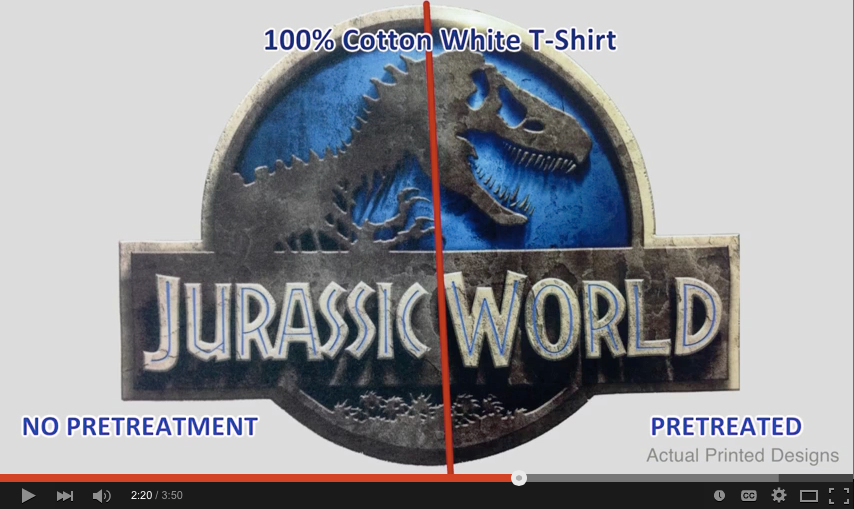
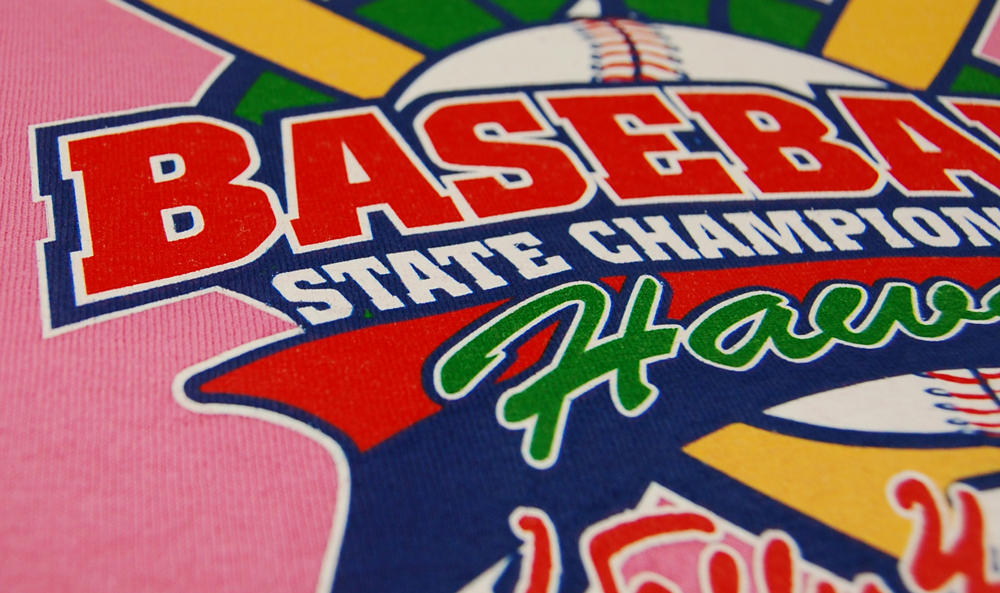
We take a short look into why we believe that every shirt should be pretreated and have printed examples to show exactly why that backs this notion. Utilizing the Image Armor LIGHT Shirt Formula we can make every DTG printed shirt look better, crisper, and improve washability.

Image Armor Has Done it Again 100% Polyester Printing with Regular Dupont Inks Doing the IMPOSSIBLE is what we’ve always strived to bring to our customers. Products that improve the DTG printing experience is what drives us to constantly improve the direct to garment printing process. Up until today, polyester […]

Tips for Printing 100% Polyester Garments with Image Armor LIGHT One of the hottest markets for printing is the sports performance fabrics markets commonly known as 100% polyester garments. For the DTG printer, these are extremely difficult fabrics to print because the nature of the fibers is to “wick” moisture […]
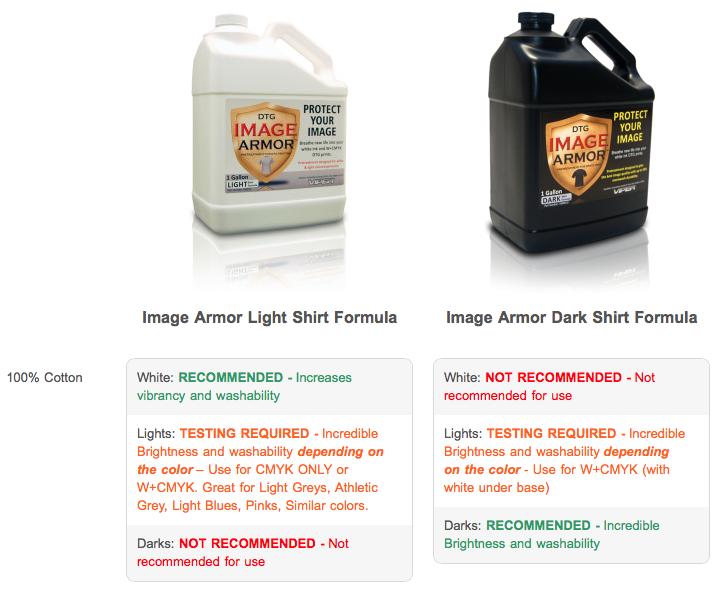
PRETREATING GUIDE TO IMAGE ARMOR PRETREATMENT SOLUTIONS AND GARMENT TYPES Image Armor Light Shirt Formula Image Armor Dark Shirt Formula 100% Cotton White: RECOMMENDED – Increases vibrancy and washability Lights: TESTING REQUIRED – Incredible Brightness and washability depending on the color – Use for CMYK ONLY or W+CMYK. Great for Light Greys, Athletic […]

Image Armor thought that many new users might be able to learn what happens when ink is printed over an area of a garment with no pretreatment. When pretreatment is not applied or not applied correctly to a shirt the results usually render the shirt unsellable. In the photo above […]