We wanted to show everyone how important it is to ensure that your DTG ink is properly cured. Figure 1 shows two different shirts with the same image printed. The garment is a 100% black polyester fabric with the Image Armor E-SERIES inks. This picture is after just one wash and […]
Education
51 posts

TIP #1: PRETREATING AND CURING THE PRETREATMENT FOR 100% BLACK POLYESTER PRINTING You will typically need MORE pretreatment than a standard 100% cotton garment. Try starting your testing with 30-40 grams of ULTRA pretreatment. This means the shirt is going to be WET! Try Hover Curing…… this will require NO […]

Many DTG printers today are utilizing what can easily be called the DTG IV Bag Ink System. That is because if you have ever been to a hospital and been hooked up to one, you know it looks exactly like an intravenous drip system used to administer drugs into a […]

Every now and then we get reports from around the world about our inks and pretreatments. I was sick the past couple of days and when I saw this video, it made my day. They had switched from Dupont over to our Image Armor E-SERIES inks and said they this […]

It’s fun for us to do the trade shows circuit with the Image Armor products. We often get DTG printers who stop by our booth and have never tried any of the Image Armor pretreatments. When they see what our pretreatments are capable of letting them achieve, they start to get excited. […]

NEW SPREADSHEET SHOWS YOU HOW MUCH EXTRA YOU CAN PUT INTO YOUR POCKET JUST BY USING IMAGE ARMOR INKS We thought this would be a great little spreadsheet to help everyone understand how much more money that they can put into their pocket over the course of a year simply by switching […]

For any users who use are looking to switch to the Image Armor E-SERIES DTG inks and are utilizing a WIMs (White Ink Management) system to recirculate their white inks, or a printer that utilizes a standard filter like the one seen to the left (usually they are inline somewhere […]
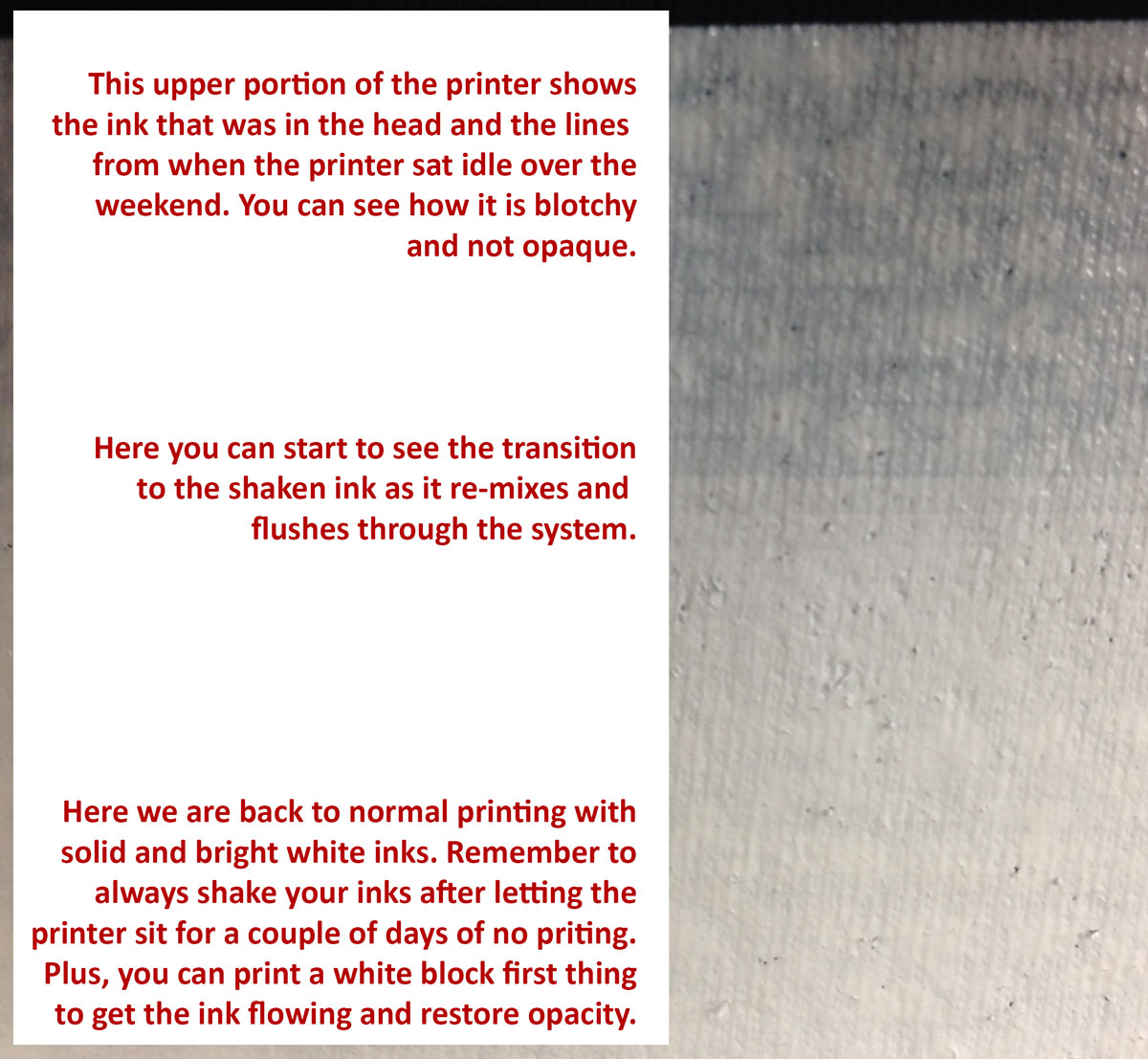
I thought this would be prudent to post for people to understand the physics of the inks, especially after a long weekend or several days of no white ink printing. The photo to the left shows what I saw this morning after 2 1/2 days of no printing. I shook the ink […]
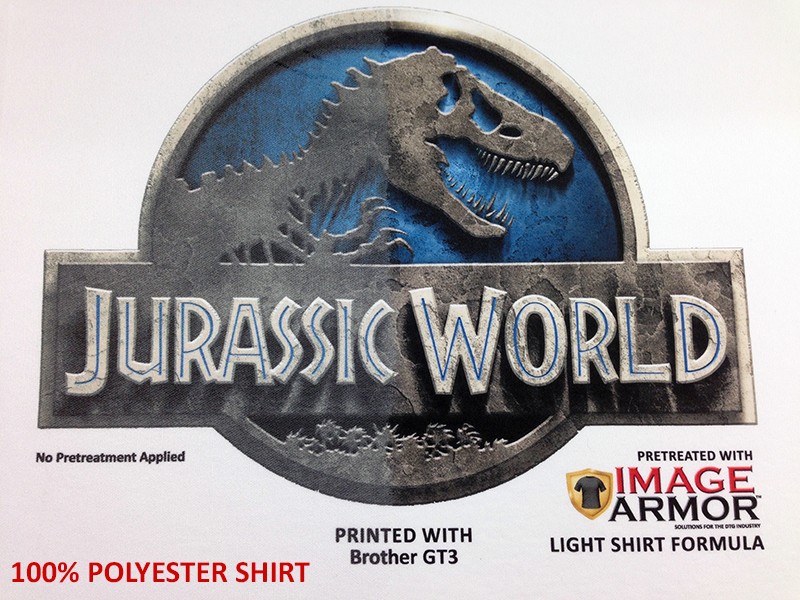
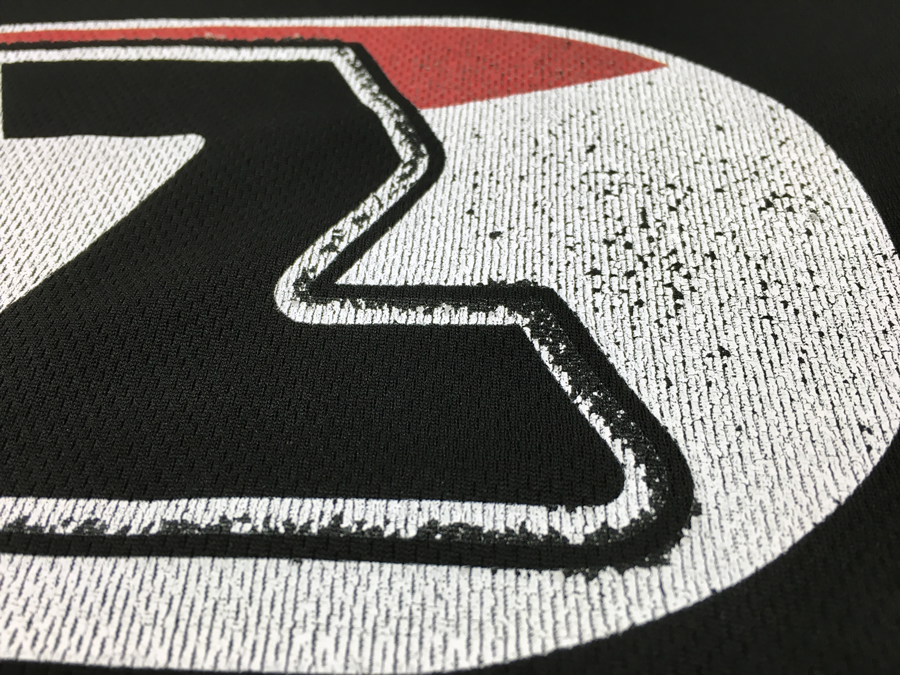
100% Polyester & Pretreating REALLY Does Make A Difference Maker sure to stop by our booth at the Long Beach Printwear Show July 23-25th, 2015. Image Armor will be in Booth #932 on the end aisle and you can check out this incredible print in person. We printed this on a […]

Updated 3:10 p, 9/3/15 2:08p 9/8/15 Image Armor, LLC is proud to announce that in an industry first for Epson re-purposed printers we have achieved white ink printing with superior wash fastness on black 100% polyester fabrics. Previously there were serious dye migration and wash issues associated with trying to print white […]