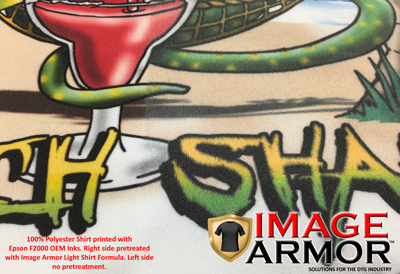
UPDATE: We have been continuing the wash testing of the Epson F2000 OEM inks printed on a 100% polyester white shirt. The left side of the shirt had been pretreated with Image Armor LIGHT Shirt Formula. The shirt was then printed with original Epson OEM inks. As you can see in the image to […]
Education
51 posts

Printing 100% Polyester Shirts with the Epson F2000 DTG Printer Printing on 100% polyester fabrics has always been problematic. The colors are not vibrant, the image clarity is fuzzy due to bleeding, and the wash durability is not the best. There have not been many options for the Epson F2000 DTG […]
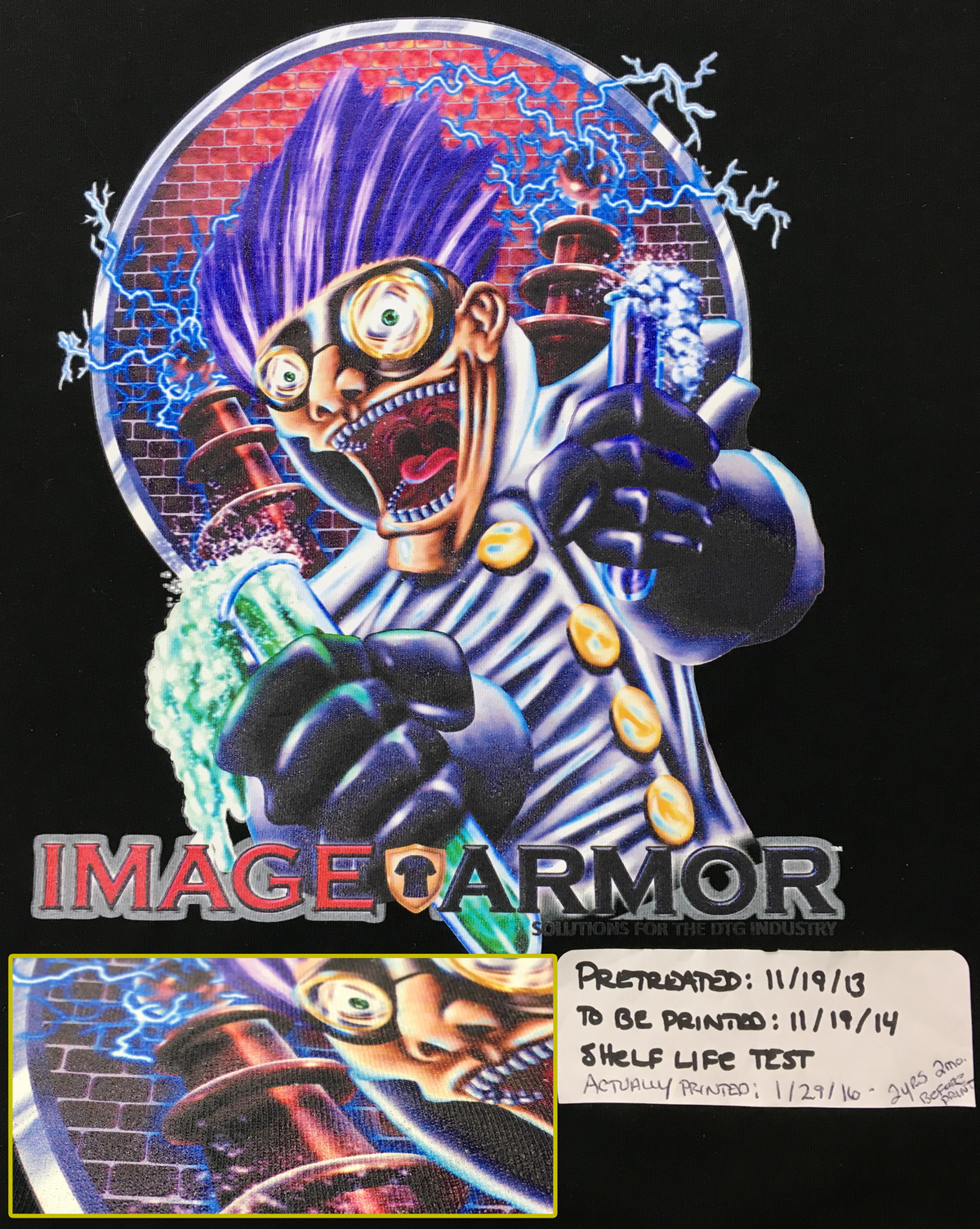
NOTE: This is a re-post of an article we posted in January of 2016. We get a lot of inquires about this, so we thought it prudent to repost this article for everyone’s knowledge base. We often get asked how long can I pretreat a shirt and then leave it […]

DTG Tip – Making Your DTG Print Look Like It Is Screen Printed With Halftones Many high end screen prints are done using halftones. Halftones are basically different sized dots of different colors that are placed in close proximity to each other to give the effect of a multitude of […]

DTG Tip – Blur the Lines Between Screen Printing and DTG Due to the advances in pretreatment and ink technologies over the past year we have been able to blur the line between screen printing and DTG to the point where the untrained eye might not be able to tell […]

We often hear at every trade show people asking why they would want to pretreat a garment that only has CMYK printed on the garment. Most of the time the comment is that they’ve been told they do not need to pretreat a white shirt. While this statement is true, […]

We often get the question about our DTG pretreatments and 100% polyester printing in regards to how well the printed shirts hold up in the wash. Typically non-pretreated polyester fabrics will results in very poor quality prints that are fuzzy and do not wash well. However, when properly pretreated with […]

We often get asked how long can I pretreat a shirt and then leave it sit on the shelf before the “magical” properties of the pretreat are no longer good. Well, when we originally started Image Armor back in 2013 we had pretreated some black shirts and set them on the […]

If you live in a part of the Unite States where it gets cold and snows, a warm and comfy home is a nice place to be. You need to take that same stance with your DTG printer but keeping it warm is just one part of the successful equation. When the […]
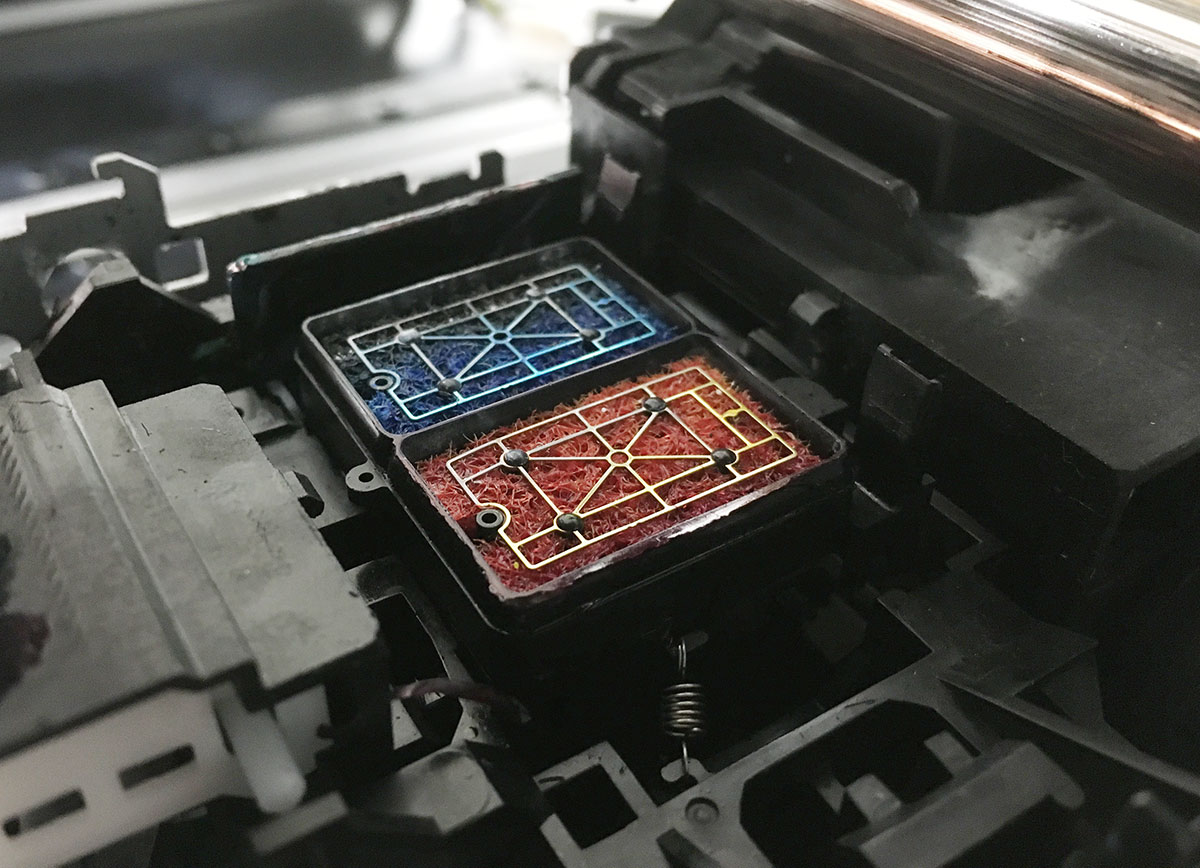
We’ve been reviewing the process for people who are changing over to the Image Armor inks, or any other ink, from another brand of inks and have found several key factors that must be observed to ensure a more hassle free change over experience. Many DTG systems are not maintained […]